



聯系人: 潘小姐 電話:0769-81876999 傳真:0769-81875688 地址:中國·廣東省·東莞市·長安鎮·長青路地王廣場四區506
深圳電鍍雙邊凹砂輪加工廠家
來源: 發布時間:2020-10-29 點擊量:569
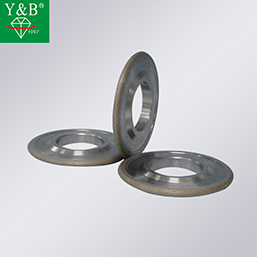
電鍍雙邊凹砂輪高速、超高速磨削占據著無可爭議主導地位。電鍍金剛石砂輪存缺陷:鍍層金屬與基體及磨料結合面上并不存牢固化學冶金結合,電鍍雙邊凹砂輪磨料實際上只被機械包埋鑲嵌鍍層金屬,因而把持力小,金剛石顆粒負荷較重高效磨削易脫落(或鍍層成片剝落)而導致整體失效
這種發明中填料顆粒尺寸與金剛石磨粒尺寸大致相當。填料用量要能使金剛石磨具工作表面上金剛石達到規定的濃度 。 這種制造方法的缺點是填料的去除比較復雜,要求專門的一套方法。此外 ,在除去鹽顆粒時會產生鹽溶液 ,去除玻璃球時必須使用強酸,這些對生態環境都不利
電鍍雙邊凹砂輪修整方法相比,軟彈性修整法更適用于修整金屬結合劑金剛石微粉砂輪,因為金屬結合劑金剛石微粉砂輪既有金屬的塑性,又有很高的硬度,電鍍雙邊凹砂輪所以修整難度相當大,主要表現在:修整工具表面磨粒很快被磨損,其次是修整工的容屑空間容易堵塞使修整無法繼續

砂輪工作層含有金剛石磨料和填料 ,金剛石磨料和填料被金屬結合劑粘結在基體上 ,金屬結合劑的厚度低于金剛石磨粒高度的1/2;用機械法去掉填料;再次用金屬結合劑把金剛石磨粒粘結,粘結厚度如要求所示
電鍍雙邊凹砂輪磨具的硬度與其動態彈性模量具有對應關系,這有利于用音頻法測定磨具的動彈性模量來表示磨具硬度。在磨削加工中,電鍍雙邊凹砂輪若被磨工件的材質硬度高,一般選用硬度低的磨具;反之,則選用硬度高的磨具

陶瓷結合劑金剛石砂輪具有金剛石和陶瓷結合劑的共同特點,與普通剛玉、碳化硅砂輪相比,它的磨削力強,磨削時溫度比較低,砂輪磨損比較小;可以適應各種冷卻液的作用;磨削時砂輪的形狀保持性好,磨出工件的精度高;砂輪內有較多的氣孔,磨削時有利于排屑和散熱
推薦產品MORE+










推薦資訊MORE+
- 深圳工廠搬遷通知 2019-03-04
- CBN砂輪選購指南 2019-01-02
- 陶瓷CBN砂輪有哪些型號? 2018-12-22
- 金剛石砂輪磨粒哪家好? 2018-12-14
- 金剛石砂輪如何修整才能延長壽命 2018-12-07
- 樹脂金剛石砂輪的特性和用途 2018-11-29
- 樹脂結合劑砂輪的密度與強度的關系 2018-11-21
- 砂帶磨削與砂輪磨削的區別 2018-11-14
- 高速樹脂CBN砂輪和金剛石砂輪的對比 2018-11-07
- 什么是有機砂輪,有機砂輪的特點 2018-10-31
